
タップ加工の効率を低下させる最大の要因は切りくずの絡みつきです。
対応

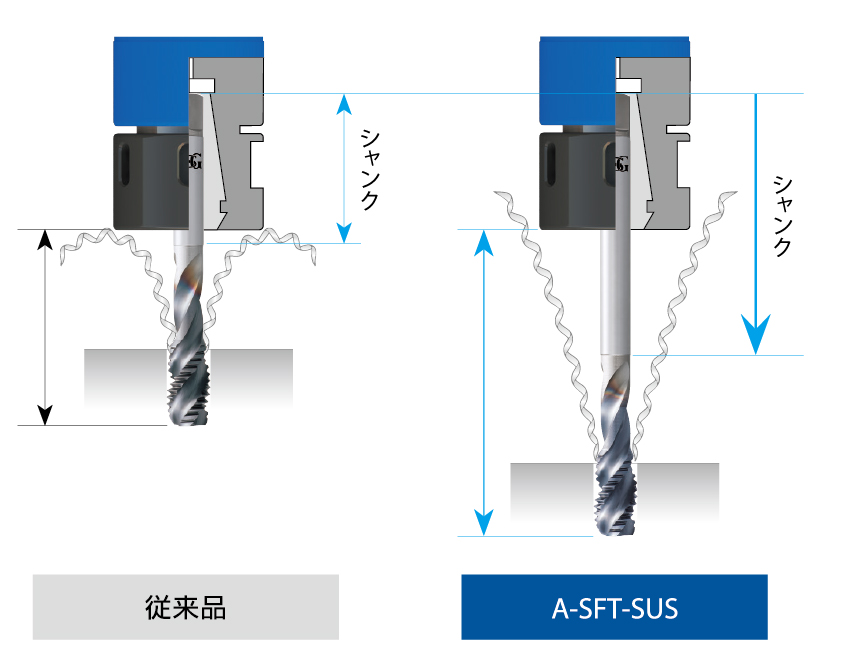


タップホルダSynchroMasterとあわせてお使いいただくと、
A-SFT-SUSの性能をさらに引き出すことが可能です。
※加工負荷の吸収機構により工具損傷が抑制され、耐久性が向上
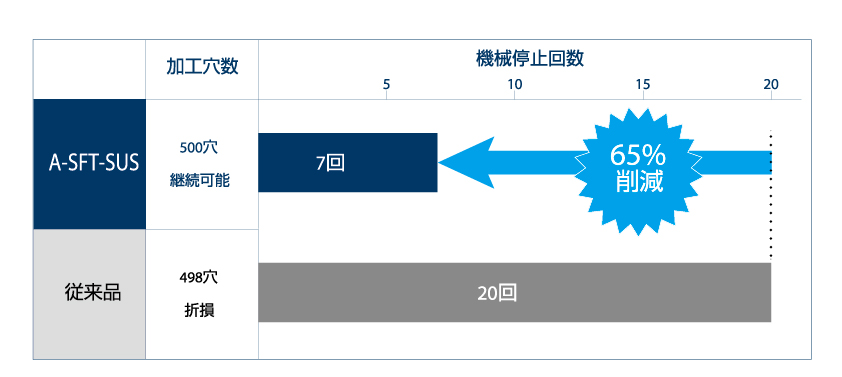
| 被削材 | :SUS316 |
|---|---|
| 使用工具 | :A-SFT-SUS M8×1.25 2.5P |
| ねじ立て長さ | :16mm(2D) |
| 切削速度 | :7.5m/min |
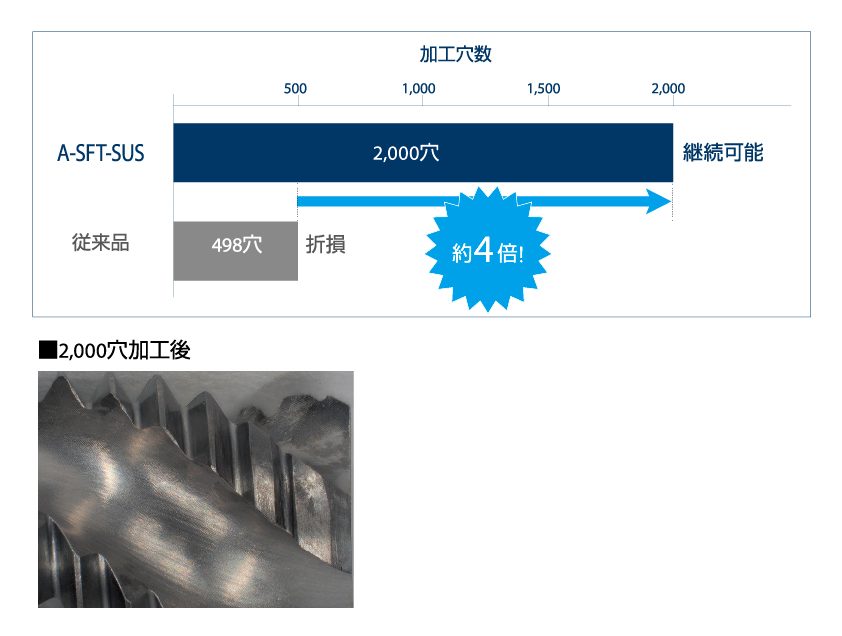
| 被削材 | :SUS316 |
|---|---|
| 使用工具 | :A-SFT-SUS M8×1.25 2.5P |
| ねじ立て長さ | :16mm(2D) |
| 切削速度 | :7.5m/min |
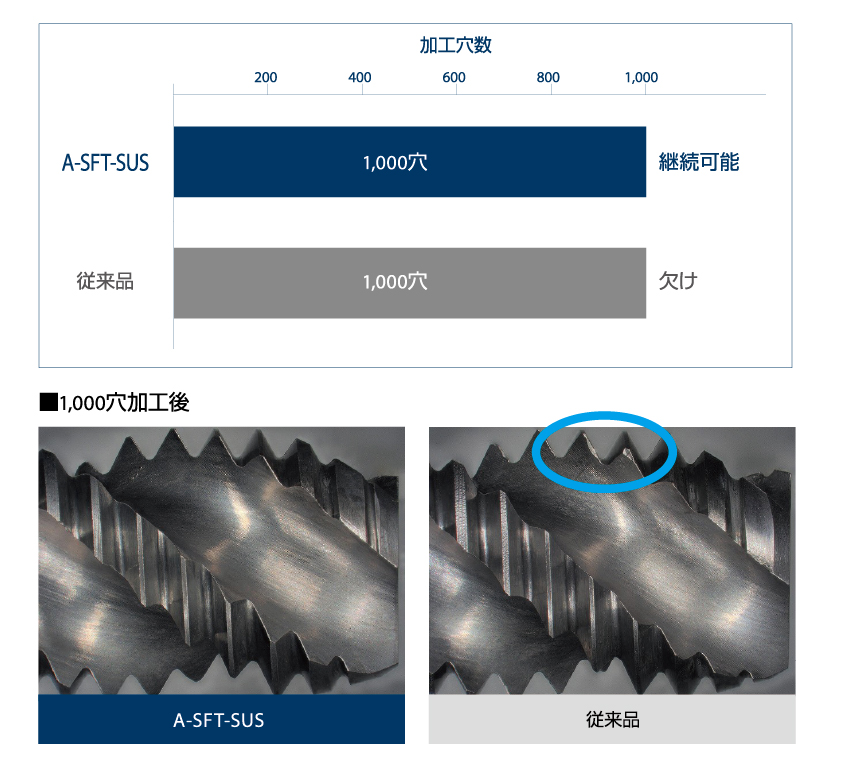
| 被削材 | :SUS304 |
|---|---|
| 使用工具 | :A-SFT-SUS M8×1.25 2.5P |
| ねじ立て長さ | :16mm(2D) |
| 切削速度 | :7.5m/min |
| 切削油剤 | :水溶性切削油剤塩素フリー20倍 |

| 被削材 | :SUS304 |
|---|---|
| 使用工具 | :A-SFT-SUS M8×1.25 2.5P |
| ねじ立て長さ | :16mm(2D) |
| 切削速度 | :7.5m/min |
| 切削油剤 | :水溶性切削油剤塩素フリー20倍 |
| 使用機械 | :横形マシニングセンタ(BT40) |
ステンレス鋼の切りくずトラブルや加工硬化による寿命低下といった“ステンレス”の難加工性に対応したステンレス・軟鋼用TiNコートハイスドリル。
ステンレス鋼以外にも軟鋼、アルミニウム合金、銅合金などに最適な仕様です。









