| No.1 | 折損・欠け | 26% |
|---|---|---|
| No.2 | ねじ精度の不良 | 17% |
| No.3 | むしれ、かじり等 | 14% |
| その他 | 43% |
※オーエスジー株式会社コミュニケーションダイヤルへの操作実績より
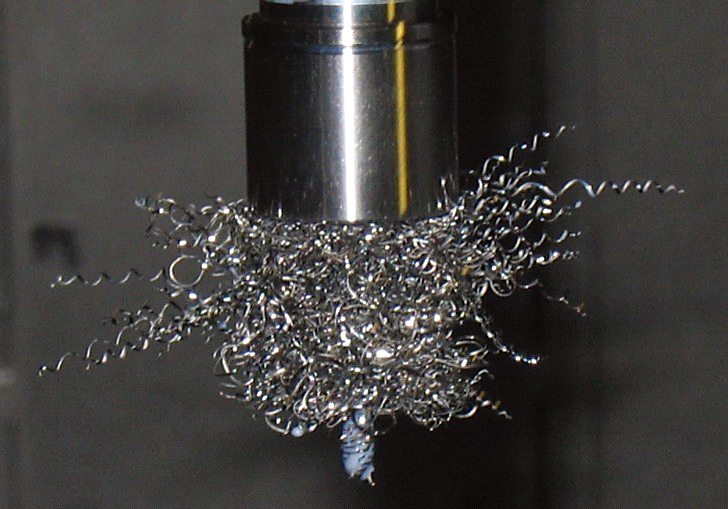
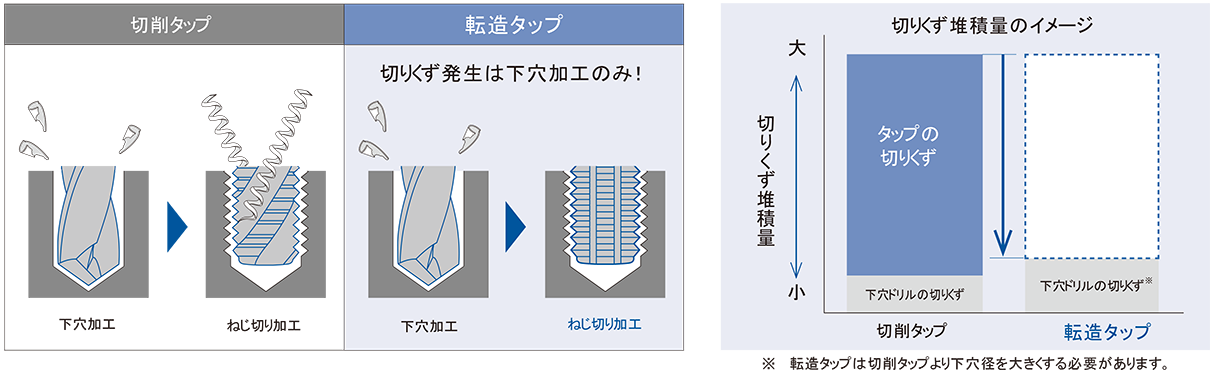
転造タップは、材料を塑性変形することでねじ山を形成するため、切りくずが発生しません。
幅広い被削材や切削条件に対応できる画期的な製品です。
切りくずトラブルによる工具交換時間や堆積した切りくずを除去する際の機械停止時間を削減でき、
安定した連続加工を可能にします。
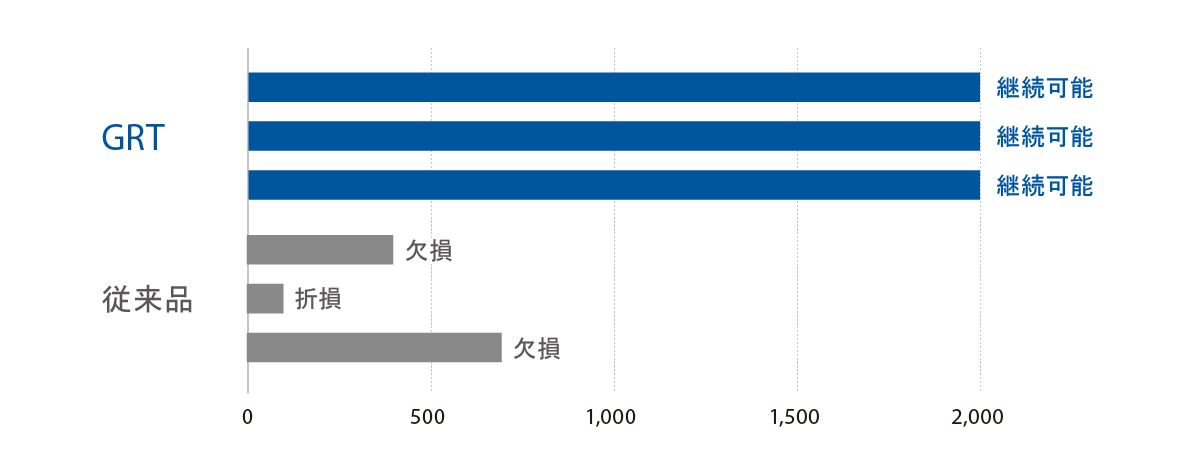
| 使用工具 | A-XPF M6×1 2P |
|---|---|
| 被削材 | SCM440 (30HRC) |
| 下穴 | φ5.52×19mm (止り) |
| ねじ立て長さ | 12mm (2D) |
| 切削速度 | 30m/min (1,591min-1)※ |
| 切削油剤 | 水溶性切削油剤 塩素フリー20倍 |
| 使用機械 | 横形マシニングセンタ(BT40) |
※切削試験のため従来品も高速条件で加工しています。

SCM440(30HRC)を高速・安定加工が可能
| 使用工具 | A-LT-DH-XPF M4×0.7×120 2P |
|---|---|
| 被削材 | SUS304 |
| 下穴 | φ3.7×46mm (止り) |
| ねじ立て長さ | 40mm |
| 切削速度 | 4m/min( 318min-1) |
| 切削油剤 | 水溶性切削油剤塩素フリー20倍 |
| 使用機械 | 立形マシニングセンタ(BT30) |
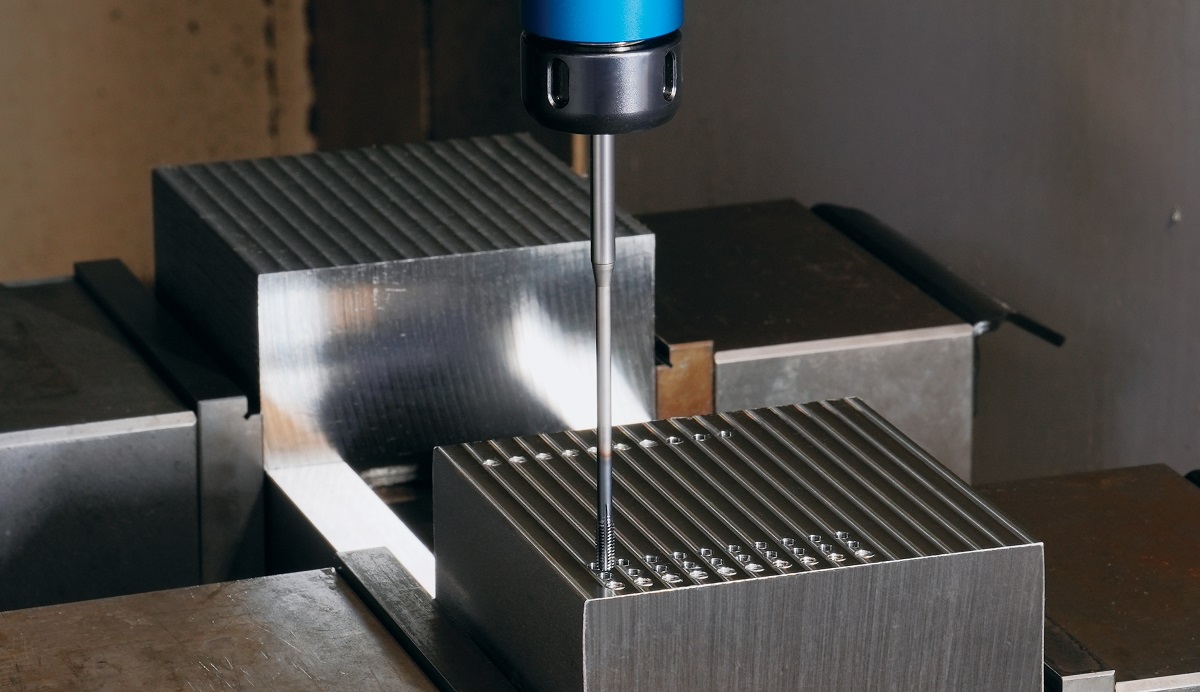
SCM440(30HRC)を高速・安定加工が可能
ワーク断面


口元側
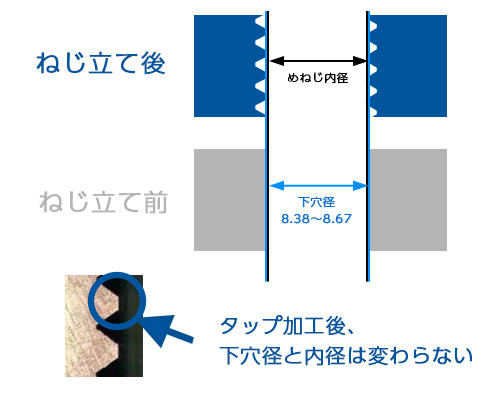
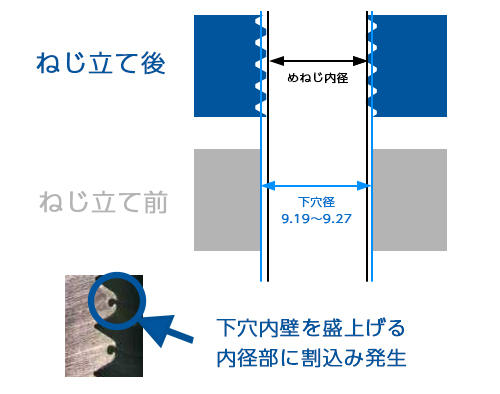
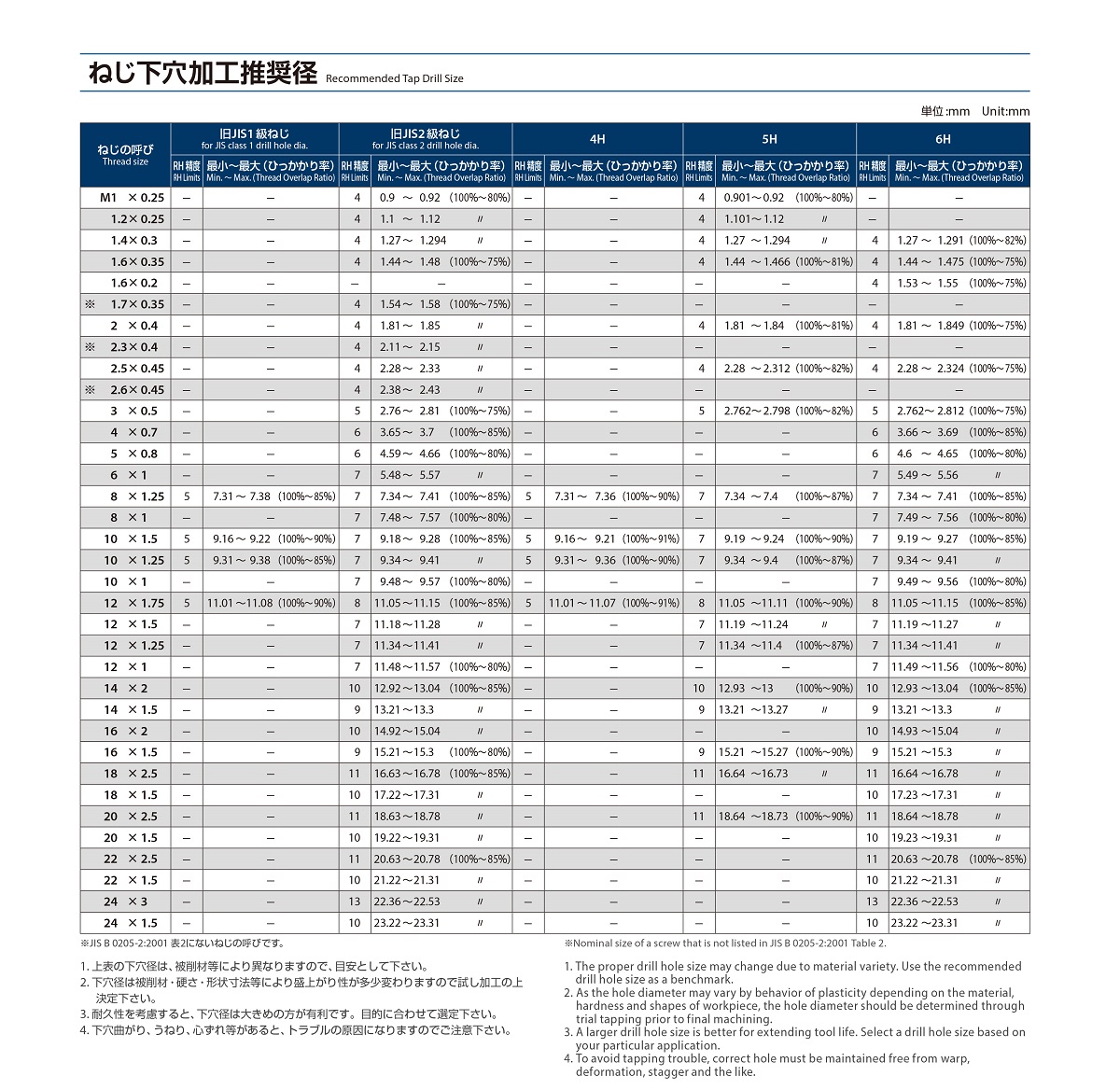
転造タップ加工では、下穴管理が極めて重要です。タップが下穴内壁を押し広げることで材料が谷部に流れ込み、盛り上がりながらめねじが形成されます。このため、下穴径は加工後に残らず、内径には独特の割込みが生じます。
メーカ推奨の下穴径を参考に、有効径チェック用のねじ用限界ゲージGPNPに加えて、内径チェック用のプレーンプラグゲージPPを活用することが重要です。
切削タップ
転造タップ







商品の詳細は下記リンクからご確認ください!








